新浪微博
新浪微博 騰訊微博
騰訊微博

三維柔性焊接工裝平臺主要零件設(shè)計的說明
三維柔性焊接工裝平臺主要零件設(shè)計的說明
1、夾具體 綜合考慮了結(jié)構(gòu)合理性、工藝性、經(jīng)濟型、標(biāo)準(zhǔn)化以及各種夾具體的優(yōu)缺點等,選擇夾具體毛坯制造方法為鑄造夾具體;考慮到定位的精確度,要求定位定位器和夾緊
器的銷孔在裝配時配作;考慮到焊件小,夾具體的強度要求以及夾具體的結(jié)構(gòu)要求,沒有在夾具體上設(shè)計加強筋。
2、壓板 考慮到定位錐頭銷釘需垂直取出焊件才能保證順利脫離焊件,壓板下邊設(shè)置了彈簧;考慮到對螺母M6和喇叭支座的組件的定位,壓板上開了凹槽起到定位作用;考慮到快
速并順利取出焊件,將壓板設(shè)計成可退式壓板。
3、插銷機構(gòu)主體 插銷機構(gòu)主體作為插銷的支座,考慮到發(fā)動機襯管兩件之間距離小,將兩個插銷的插銷機構(gòu)主體做成一體;并且為了保證發(fā)動機襯管兩件中心線的距離和平行度
將在設(shè)計一體的插銷機構(gòu)主體的插銷孔時要求兩孔中心線的距離和平行度。
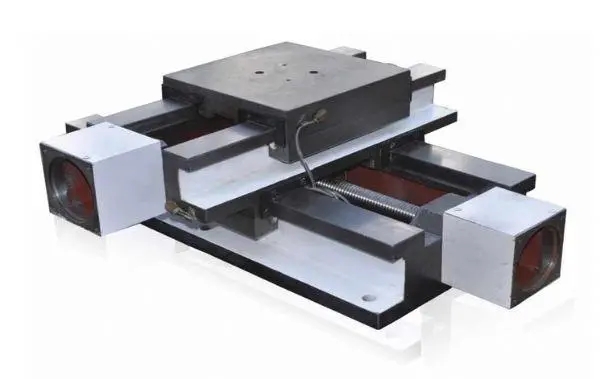
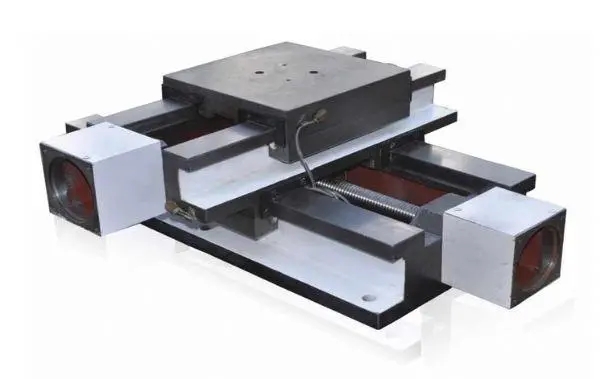
4、快撤式螺旋夾緊器件 同插銷機構(gòu)主體一樣,快撤式螺旋夾緊器件主體也做成一體并且要求兩孔中心線的距離。
快撤式螺旋夾緊器件工作過程:螺母套筒不直接固定在主體上,而是以它外圓上的L形槽沿著主體上的定位銷來回移動;
工件裝入后推動手柄使螺母套筒連同螺栓快速接近工件;
轉(zhuǎn)動手柄使定位銷進(jìn)入螺母套筒的圓周槽內(nèi),螺母不能軸向移動,再旋轉(zhuǎn)螺栓便可夾緊工件;卸下焊件時,只要稍松螺栓,再用手柄轉(zhuǎn)動螺母套筒使銷釘進(jìn)入螺母套筒外圓的直槽
位置,便可快速撤回螺栓,取出焊件。
工裝設(shè)計的質(zhì)量,對生產(chǎn)效率、加工成本、產(chǎn)品質(zhì)量以及生產(chǎn)安全等有直接的影響,為此,設(shè)計焊接工裝時必須考慮實用性、經(jīng)濟性、可靠性、藝術(shù)性等。
機械設(shè)計和制造過程中,普遍存在尺寸鏈問題。把零件組裝成機器的過程中,也就是將零件上有關(guān)的尺寸進(jìn)行組合和積累。
由于零件尺寸存在制造誤差,因此裝配時也就會有誤差的綜合和積累。累積后形成的總誤差將會影響機器的工作性能和質(zhì)量。
這就形成了零件的尺寸誤差和綜合誤差之間的相互影響關(guān)系。設(shè)計工裝夾具也不例外。合理地確定零件的尺寸公差和形位公差顯得很重要。
下一篇:大理石方尺哪家好上一篇:防止三維柔性焊接平臺生銹的方法有哪些?